| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
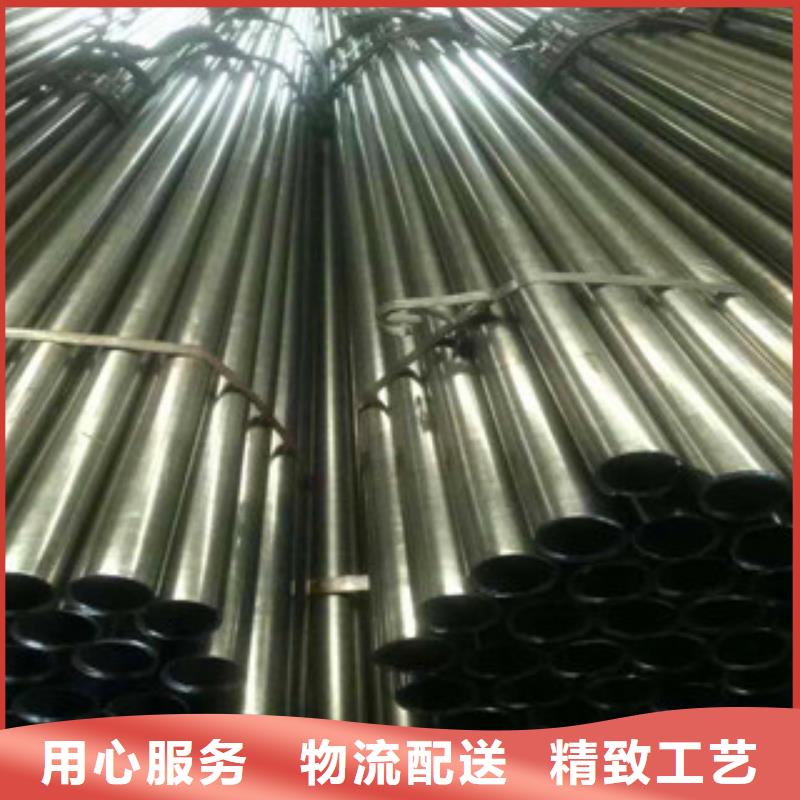
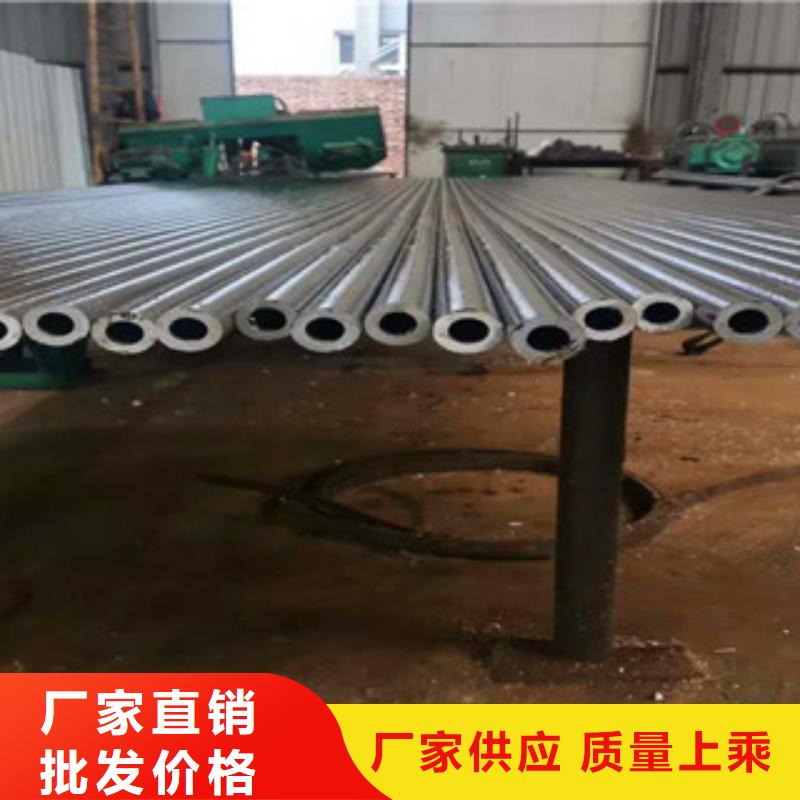
| 无缝钢管 | 国标 |
| 无缝钢管 | 国标 |



玉溪龙丽金属材料有限公司科研力量雄厚,拥有一支经验丰富、富有创新能力的 精密无缝管技术研发团队,以多年自主知识产权的工业自动化控制技术为基础,为客户提供优质的 精密无缝管产品和解决方案,并形成安装、调试、运行维护、技术升级、远程数据分析等一系列配套服务。



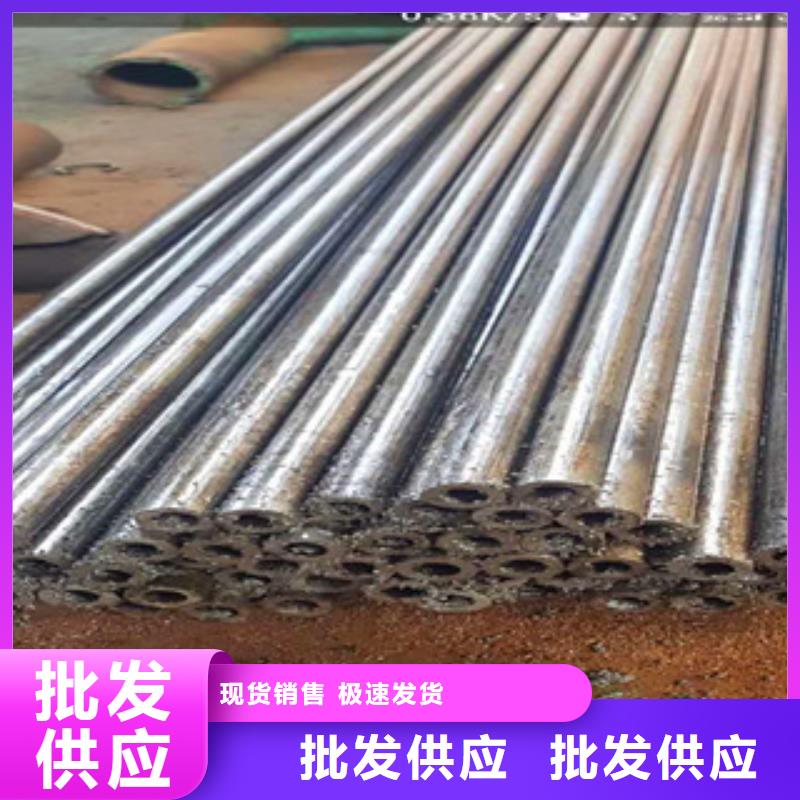
精密钢管挤压工艺参数
包括挤压温度、挤压速度和挤压比。挤压温度随合金不同而异。各种金属和合金管材的挤压温度列于表1。挤压速度取决于合金种类、 塑性温度范围、产品表面质量、组织和性能、形状和规格、锭坯种类和状态、挤压方法、变形程度、工具允许的压力、挤压机能力等。各种金属和合金管材的金属流出速度列于表2。
管材生产的挤压比一般都在较宽的范围内变化,主要取决于挤压机能力、挤压筒大小和合金种类等因素。厚壁铝合金管的挤压比应大于8,但不宜过大,以保证所需的性能。采用焊合法挤压时,挤压比应大于25。紫铜管的挤压比为250左右;a黄铜的为60~300, β黄铜和(α+β)黄铜的可达到700左右;青铜的挤压比为50~100;白铜的挤压比大致为80。钛及钛合金管材的 挤压比为100。






![[玉溪]龙丽金属材料有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[玉溪]龙丽金属材料有限公司名片")